

Quy trình phay CNC cơ bản
- Mô hình CAD được chuyển đổi thành một chuỗi các lệnh có thể được hiểu với máy CNC (mã G). Điều này thường được thực hiện trên máy bởi người vận hành, sử dụng các bản vẽ kỹ thuật được cung cấp.
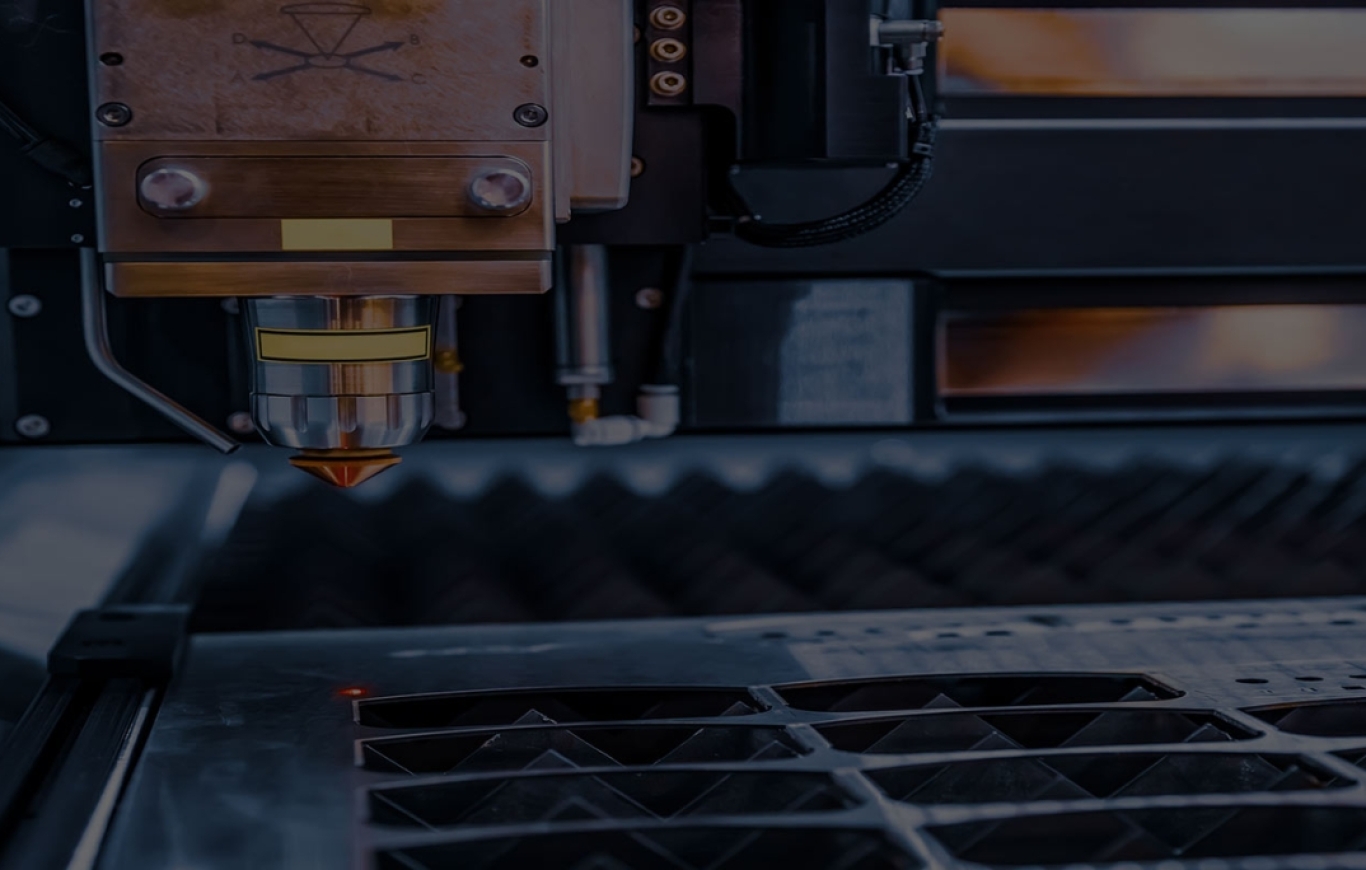
- Khối vật liệu (được gọi là phôi) được cắt theo kích thước và được đặc trên bàn để tạo hình qua môt đồ gá hoặc gắn trực tiếp lên bàn máy. Để đảm bảo độ chính xác cho quá trình gia công, phôi cần được định vị và căn chỉnh chính xác nhờ các công cụ đo lường đặc biệt (đầu dò cảm ứng).
- Vật liệu được loại bỏ khỏi khối để tạo hình chi tiết nhờ các công cụ cắt chuyên dụng quay với tốc độ rất cao (hàng nghìn vòng/phút). Để đạt được tạo hình chính xác, trước hết phôi được gia công thô bằng cách loại bỏ vật liệu nhanh chóng với độ chính xác thấp (hình dạng gần đúng). Sau đó, một hoặc nhiều đường chạy dao hoàn thiện – gia công tinh được sử dụng để tạo thành sản phẩm cuối cùng.
- Nếu mô hình có các vị trí mà công cụ cắt không thể gia công được trong một lần gá duy nhất (ví dụ: có một khe ở phía sau), thì phần đó cần được lật và tiến hành lại các bước trên.
Sau khi gia công, chi tiết cần được loại bỏ bavia để loại bỏ các khuyết tật nhỏ còn sót lại trên các cạnh sắc nhọn do biến dạng vật liệu trong quá trình gia công. Tiếp theo, nếu dung sai được chỉ định trong bản vẽ kỹ thuật, các kích thước tới hạn sẽ được kiểm tra. Những chi tiết đã sẵn sàng sẽ được sử dụng cho các thao tác tiếp theo.
Hầu hết các hệ thống phay CNC đều có 3 bậc tự do tuyến tính: trục X, Y, Z. Các hệ thống tiên tiến hơn với 5 bậc tự do cũng cho phép xoay bàn hoặc đầu công cụ xoay (trục A và B). Hệ thống CNC 5 trục có khả năng gia công các chi tiết có độ phức tạp hình học cao và có thể loại bỏ yêu cầu phải sử dụng nhiều máy.






